Калыптын тазалыгы штампталып жаткан материалдын түрүнө жана калыңдыгына байланыштуу.Негизсиз боштуктар төмөнкү көйгөйлөрдү алып келиши мүмкүн:
(1) Эгерде боштук өтө чоң болсо, штамптоочу даярдалган тетиктин буррмасы салыштырмалуу чоң жана штамптоо сапаты начар.Эгерде ажырым кичинекей болсо, тешип коюу сапаты жакшыраак болсо да, бирок штамптын эскириши олуттуураак болсо, штамптын иштөө мөөнөтүн бир топ кыскартат жана тешиктин үзүлүшүнө алып келет.
(2) ажырым өтө чоң же өтө кичине болсо, штамптын материалына адгезия жаралышы оңой, натыйжада материал менен штамптоо пайда болот.Өтө кичинекей клиринг штамптын түбү менен металл барактын ортосунда вакуумду түзүү жана калдыктарды кайра чыгаруу оңой.
(3) акылга сыярлык клиренс калыптын иштөө мөөнөтүн узарта алат, разряддын эффектиси жакшы, бурр жана фланецти азайтат, табак таза кармайт, апертура ырааттуу болсо, пластинаны тырмабайт, майдалоонун санын азайтат, пластинаны түз кармайт, тешиктин так жайгашуусу .
CNC пунч өлүп, CNC штрих куралы, CNC өлөт
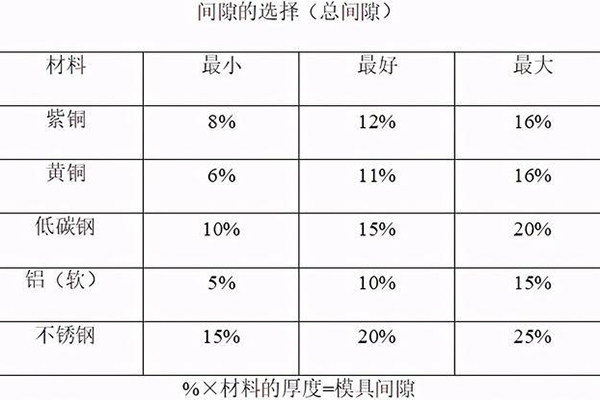
Сураныч, көктүн тазалыгын тандоо үчүн диаграмманы караңыз (таблицадагы маалыматтар пайыздык көрсөткүч)
(1) Эгерде боштук өтө чоң болсо, штамптоочу даярдалган тетиктин буррмасы салыштырмалуу чоң жана штамптоо сапаты начар.Эгерде ажырым кичинекей болсо, тешип коюу сапаты жакшыраак болсо да, бирок штамптын эскириши олуттуураак болсо, штамптын иштөө мөөнөтүн бир топ кыскартат жана тешиктин үзүлүшүнө алып келет.
(2) ажырым өтө чоң же өтө кичине болсо, штамптын материалына адгезия жаралышы оңой, натыйжада материал менен штамптоо пайда болот.Өтө кичинекей клиринг штамптын түбү менен металл барактын ортосунда вакуумду түзүү жана калдыктарды кайра чыгаруу оңой.
(3) акылга сыярлык клиренс калыптын иштөө мөөнөтүн узарта алат, разряддын эффектиси жакшы, бурр жана фланецти азайтат, табак таза кармайт, апертура ырааттуу болсо, пластинаны тырмабайт, майдалоонун санын азайтат, пластинаны түз кармайт, тешиктин так жайгашуусу .
CNC пунч өлүп, CNC штрих куралы, CNC өлөт
Сураныч, көктүн тазалыгын тандоо үчүн диаграмманы караңыз (таблицадагы маалыматтар пайыздык көрсөткүч)
Өнөр жай маалыматы:
1. тактык NC токарь күнөөсүн сот кантип
Автоматтык CNC токардык өнөр жайы азыр олуттуу көйгөйгө дуушар болууда, бул жогорку класстагы CNC станоктун импорту басымдуулук кылат.2012-жылдын ноябрынан тартып CNC станок импортунун тиешелүү маалыматтарына караганда, Кытайдын CNC станокунун импорту жалпысынан төмөндөө тенденциясын көрсөтүп турат, бирок импорттун баасы өсүп жатат, бул жогорку класстагы CNC станоктун импортунун өсүшү уланып жатканын көрсөтө алат.Станоктун өзүн айтпаңыз, CNC станок инструментти автоматташтыруу жана интеллекттин негизги продуктусу болуп саналат, анын CNC системасынын деңгээли автоматтык CNC станокунун деңгээлин аныктоо үчүн маанилүү көрсөткүч болуп саналат.Бирок, ата мекендик CNC системаларынын 90% импорттолушу керек.
2. CNC токарь кантип иштейт
CNC станокту бычак столунун эки түрү менен конфигурациялоого болот: (1) бычак үстөлүн CNC токардык чыгаруучусунун өзүнүн иштеп чыгуусу жана дизайны боюнча түрү, коллеттин колдонулушу да түрү.Мындай бычак үстөлүнүн артыкчылыгы - өндүрүштүн жана өндүрүштүн арзандыгы, бирок практикалык эместиги (2) универсалдуу спецификацияга негизделген универсалдуу бычак столу (мисалы, VDI, Франциянын техникалык инженерлер институту) жана бычак үстөлүн өндүрүү. , CNC токарь өндүрүүчүлөр CNC токардык жоболордун ролуна ылайык тандап жана жабдууга болот.1. CNC токардык өндүрүштүк кубаттуулугу кесүү айлануучу үстөл кесүү айлануучу үстөл орнотулгандан кийин абдан кеңейтилиши мүмкүн.Мисалы, радиалдык бургулоо жана кесүү октук оюгу жүргүзүү үчүн айлануучу кесүүчү үстөлдү колдонуу.2. CNC токарь CNC токардык же фрезердик өндүрүш иштетүү борбору фрезер бөлүктөрү, CNC токардык түзүлүшүнүн негизинде болушу керек жана CNC бычак жалпы санына орнотулган болушу мүмкүн, натыйжалуу жана илимий изилдөө курал столдун бөлүктөрүндө NC бычак бөлүштүрүү , жана CNC бычакты статикалык жана жумушта болтурбоо үчүн көңүл буруңуз, NC бычак менен NC токардык станогунун, NC бычак менен даярдалган тетиктин жана анын NC бычагынын ортосундагы кийлигишүү.
Ишти болжол менен төмөнкү процесстерге бөлүүгө болот: 1. Тетиктердин чиймелеринде көрсөтүлгөн өндүрүш жана кайра иштетүүнүн техникалык мазмунуна ылайык сандык эсептөө ыкмаларын жана кайра иштетүү ыкмаларын жүргүзүү.Бөлүштүрүү жана программалык агымдын дизайны.2. Сандык башкаруу станок программасынын агымы программанын агымынын файл форматынын сандык контролдоочу станоктун талаптарына ылайык жана мобилдик сактоочу жабдыкта коддоо жолу боюнча деталдуу жазуу, киргизүүгө ылайык (кол менен жасоо, электрондук компьютерди берүү ж. .) ыкмасы, өндүрүш жана кайра иштетүү программасынын мазмуну сандык башкаруу станок жабдууларды агымы.3. NC станок программасынын агымы (NC коду) NC станок тарабынан кабыл алынган, NC коду CAM программалык камсыздоодо программалык камсыздоочу тарабынан айландырылат же кол менен жасалат, ал тексттик маалымат маалыматы, туюнтма көбүрөөк визуалдык, оңой программалык камсыздоону программист дароо түшүнөт, бирок аппараттык конфигурация үчүн дароо колдонууга болбойт.Коддоочу жабдуулар үчүн "Кытайча котормо" коддуу NC станоктун NC жабдыгы 0 с жана 1 с бинардык файлдардан турат, андан кийин X жана Z багытындагы фитнес маалымат сигналынын импульстук токтун жана башка көмөкчү маалымат сигналдарын манипуляциялоо үчүн трансформацияланат, жана NC станок жабдууларынын чыгуу портуна дифференциалдык сигнал түрүндөгү чечимдер, практиканы жүргүзүү үчүн серво башкаруу системасы.
3. Жаан-чачындуу мезгилде автоматтык CNC станокторун кантип сактоо керек
Жаан-чачындуу мезгилде механикалык жабдууларды тейлөө жана техникалык тейлөө абдан маанилүү, анткени мындай аба ырайында жабдуулар иштен чыгып, Кытайдын түштүгүндөгү көптөгөн райондордо нөшөрлөгөн жаан-чачын болот, ал тургай кээ бир райондордо суу ташкыны болот.Бул жерде биз жаан-чачындуу мезгилде автоматтык CNC токардык станогун кантип сактоону сунуштайбыз?
Automatic CNC токардык так өндүрүш куралы болуп саналат, ал айлана-чөйрө үчүн төмөнкү үч негизги талаптарга ээ:
(1) титирөө булагы принцибине автоматтык CNC токарь ордун жайгаштыруу, жана түздөн-түз күндүн нурлары болушу мүмкүн эмес, аба да кургатуу үчүн талап кылынат;
(2) Электр менен жабдууга, электр менен жабдуунун чыңалуусуна карата талаптар туруктуу болууга тийиш;
(3) Температура жана нымдуулук талаптары, температура 30 ℃ кем болбошу керек, нымдуулук 80% дан кем болбошу керек.Мындай шарттар бизге эмне үчүн керек?Xiaobian сиз үчүн башаламандыкты жоюуга уруксат бериңиз: биринчи титирөө бөлүктүн сапатына түздөн-түз таасир этет, автоматтык CNC токардык станогунун тактыгын көзөмөлдөө үчүн күн нурунун узак убакыт бою таасири да таасир этет;Экинчиден, электр менен жабдуунун чыңалуу туруктуулугу автоматтык CNC токардык станогунун нормалдуу иштешин камсыз кылуу үчүн маанилүү факторлордун бири болуп саналат, анткени автоматтык CNC токардык станогунун компоненттери да так тетиктер болуп саналат, чыңалуу туруксуздугу так тетиктерге зыян келтириши оңой, натыйжада автоматтык CNC токарь туура иштей албайт;Андан кийин, температура жана нымдуулук да автоматтык CNC токарь тетиктеринин нормалдуу иштешин камсыз кылуу үчүн маанилүү фактор болуп саналат, өтө жогорку температура жана нымдуулук системанын компоненттеринин иштөө мөөнөтүн кыскартууга, иштебей калууга, ал тургай, схемалык тактада чаң байланышын түзүүгө алып келет, натыйжада кыска туташуу.
Электр энергиясынын эрежелерин так сактагыла
1. Автоматтык CNC токарь жерге жетүү үчүн катуу талап кылынышы керек, жана үч негизги электр сайгычын колдонуу, электростатикалык тоскоолдуктарды азайтуу, машинанын туруктуулугун жана оператордун коргоосун жакшыртуу.Жайында электр энергиясын ашыкча керектөө жана жаан-чачындуу мезгилге байланыштуу, электр менен камсыздоо линиясынын чыңалуусунун туруксуздугу ж.б.у.с., натыйжада иштен чыгып, ал тургай айдоочу жана башка тетиктер күйүп кетет.Тиешелүү моделдин чыңалуу жөнгө салгычын сатып алуу сунушталат.
2. CNC токарь станогун CNC автоматтык түрдө колдонууну өркүндөтүңүз, эгерде чуркоо ылдамдыгы жогору болбосо, CNC сандык башкаруучу токарь, акчадан тышкары, эффект репродукциядан азыраак болгон, бирок ошондой эле бир нерсе жөнүндө тынчсыздануу кепилдик мөөнөтү, анткени CNC автоматтык CNC Токарлык жабдыктын кепилдик мөөнөтү бар, колдонуучу бул мезгилде машинаны колдонушу керек, жука бөлүгү мүмкүн болушунча тезирээк ачыкка чыгып, Кепилдик боюнча жок кылынышы керек.Узак убакыт бою колдонулбаса, нымдуу жана башка себептерден улам электрондук тетиктердин бузулушу же бузулушу тездеши мүмкүн.Айрыкча жаан-чачындуу мезгилде да машинаны туура иштетууну каалашат.
3. CNC автоматтык CNC токарь жакшы чөйрөдө колдонулушу керек, анткени жаан-чачындуу мезгилде аба нымдуу.Бул нымдуу абада ным болуп, ийгиликсиз болуп калат.Ал эми жумушта майда-чүйдөсүнө чейин көңүл буруңуз, андыктан өндүрүш аянтына кол чатыр алып келүүдөн, бут кийимди алмаштыруудан ж.б.
4. Автоматтык CNC токардык машинасынын негизги компоненттери кандай
1, Автоматтык CNC токарь шпинделинин подшипник кутусу: төшөктүн жогорку сол жагына орнотулган иштетүү борбору шпиндель подшипник кутусу.Ал мотордун айлануучу фитнес кыймылын шпинделдин подшипникине өткөрүп берет жана шайманга ылайык бирге айлануу үчүн даярдалган бөлүгүн түртөт.Коробкадагы рокердин абалын өзгөртүү менен шпиндель подшипник оң жана тескери ылдамдыктын ар кандай катышын ала алат.
2, Курал кутусу: иштетүү борборунун инструмент кутусу керебеттин сол жагында жана түбүндө бекитилет.Асма дөңгөлөккө ылайык, шпиндель подшипникинин айлануучу фитнес кыймылы шарик бурамага же жарык бурамага берилет.Коробкадагы рокердин абалын өзгөртүңүз, шариктин бурама же жарык бурамасынын ылдамдык катышын өзгөртө аласыз, андан кийин тиштин кадамын же кесүү ылдамдыгын өзгөртүү максатына жете аласыз.
3, Слайд тактасы кутусу: керебеттин ээринин сыртына бекитилген слайд тактасы кутучасы, керебеттин ээри вертикалдуу кайталануучу кыймыл үчүн керебеттин корпусунун слайд рельсинде бирге.Ага ылайык шар винт же жеңил тилке айландыруу фитнес керебет ээрине, кош ийилген табак басуучу бычак фитнес.Конверсиялык кутучадагы рокер бөлүгү токардык инструменттин вертикалдуу же горизонталдык фитнес кыймылын башкара алат (фитнес кыймылынын багыты, баштоо же токтотуу).
4. Капталдагы стойка: Капталдагы стойка керебеттин сол жагына орнотулган.Ал алмашылып туруучу трансмиссия тиштери (асма дөңгөлөк) менен жабдылган, ал шпиндель подшипникинин айланма фитнес кыймылын шайман кутусуна өткөрүп берет.Асма дөңгөлөктүн стойкасындагы трансмиссия тиштерин тууралаңыз жана ар кандай кадам менен жиптерди тегирлөө үчүн кескич куту менен кызматтаңыз.
5, Бычак үстөл: курал-жарак жана жабдуулар токардык куралы үчүн колдонулган кичинекей сүйрөө тартууга белгиленген бычак үстөл.
6, Precision CNC токардык паллет: паллет керебет ээрди, кош бургуч табак, дөңгөлөк жана кичинекей эки ийүүчү табак төрт бөлүктөн турат.Керебет ээри керебеттин корпусунун сыртындагы жылма рельстерге орнотулат жана керебеттин корпусунун жылма рельстерин бойлото вертикалдуу жылдырууга болот.Кош ийилген пластина керебеттин ээринин үстүнкү четиндеги көгүчкөн куйругу менен горизонталдуу кыймылдай алат;Кичинекей кош ийүүчү плита дөңгөлөктүн үстү жагындагы көгүчкөн куйругу менен вертикалдуу кыймылдай алат.Дөңгөлөк бир көрүү бурчуна айлангандан кийин, кичинекей кош ийүүчү плита бычакты диагоналдык кыймылга түртүп коё алат, ал кыска ички жана тышкы конус беттерин фрезерлөө үчүн колдонулат.
7, Токарлык инструмент эс алуу: куйрук отургуч керебеттин дене тобунун слайд рельсине орнотулган жана керебеттин корпусунун слайд рельси боюнча тигинен жылдырылышы мүмкүн.Токарлык инструмент кармагычтагы жеңдин спецификациясынын конус тешиги орнотулушу мүмкүн, бургулоочу бургулоо, рейкер, кран жана башка бычактар жана аксессуарлар, буюмдун даярдалган бөлүгүн колдоо үчүн колдонулат, бургулоо, тажатма, таптап жана башкалар.
8, керебеттин денеси: керебеттин денеси CNC токардык колдоонун негизи болуп саналат.Ал сол жана оң керебеттин буттарына бекитилет, токарь тараптын негизги тетиктерин колдоо жана аларды жумушта салыштырмалуу оор абалды сактоо үчүн колдонулат.Керебеттин корпусундагы жылма рельстердин эки тобу керебеттин ээринин вертикалдуу кыймылы жана токарь шайманынын эс алуусу үчүн жетекчиликти камсыз кылат.
9, Шар бурама: фрезер жип үчүн шарик бурагыч ачкычы, токарь четинин негизги майда бөлүктөрүнүн бири болуп саналат.ар дайым топ бурама тактыгын сактап калуу үчүн, ал жалпысынан автоматтык cut.ng борбору үчүн шарики бурама колдонуу зарыл эмес?
Посттун убактысы: 12-август-2022